Когда слышишь ?оборудование для сетки рабицы?, многие сразу представляют себе только станок для плетения. А это лишь верхушка айсберга. На деле, если хочешь стабильное качество и чтобы линия не вставала каждые два часа, нужно выстроить целый комплекс. И здесь часто ошибаются, покупая якобы ?самое главное? — плетельный автомат, экономя на подготовке проволоки или намотке. Потом мучаются с обрывами, перекосами ячейки и простоем. Я это проходил на разных площадках, в том числе и когда оценивал возможности для расширения производства.
Итак, основа — это, конечно, оборудование для изготовления сетки рабицы, то есть сам плетельный станок. Но он ждет проволоку определенного диаметра, ровную, без окалины, правильно размотанную с бухты. Поэтому до него должен идти правильный разматыватель, лучше с тормозным механизмом, чтобы проволока не ?сливалась? хаотично. Потом часто ставят правильный аппарат — для устранения остаточной кривизны проволоки из бухты. Без этого этапа сетка может начать ?виться? уже на выходе из станка.
Сам плетельный автомат — сердце линии. Тут смотрю на два ключевых узла: механизм формирования ячейки (ножи и гибочные пальцы) и систему подачи проволоки. Дешевые модели часто имеют проблемы с синхронизацией. Бывало, видел, как из-за люфта в валах ячейка получалась то ромбом, то вообще трапецией. Качественный станок должен работать с характерным ровным жужжанием, а не с дребезгом и хлопками.
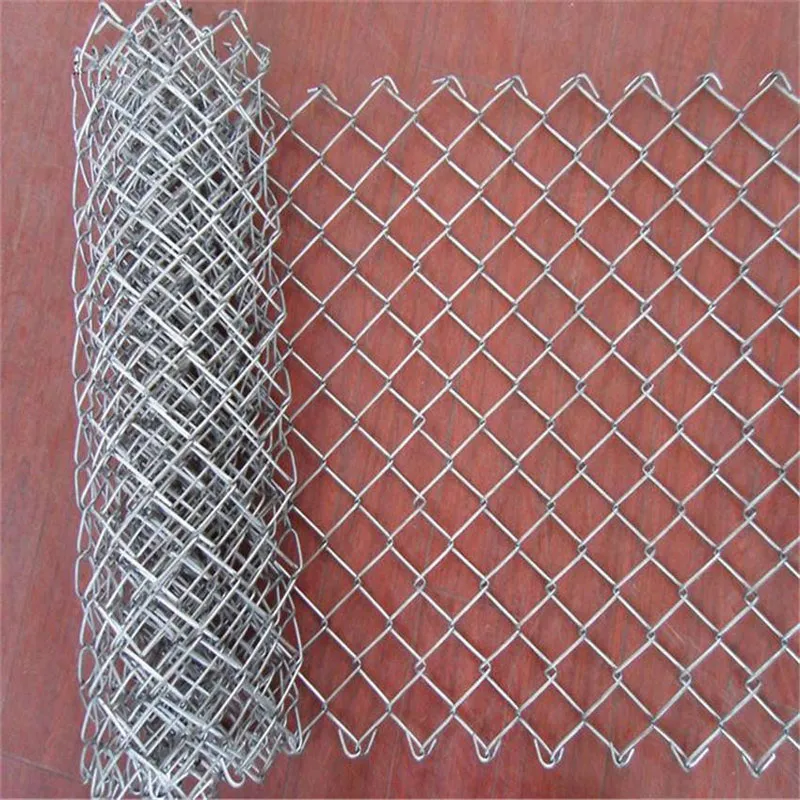
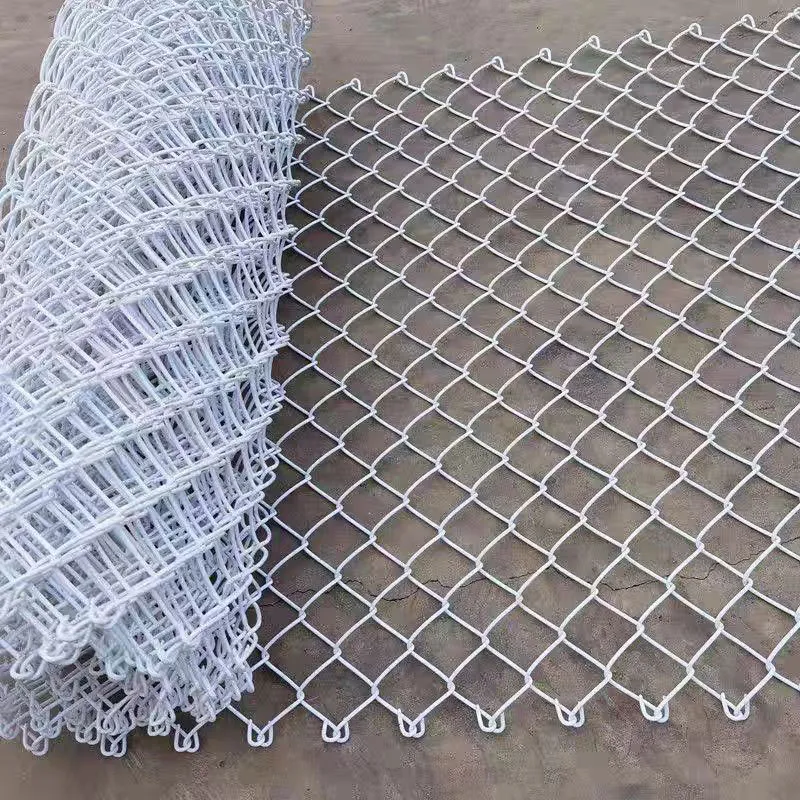
После того как сетка сплетена, ее нужно аккуратно смотать в рулон. И это отдельная история. Простой намоточный барабан не подойдет — сетка спружинит. Нужен пресс-намоточчик, который создает определенное натяжение и формирует плотный, ровный рулон, который не развернется при транспортировке. Мы как-то попробовали сэкономить и доработали самодельный узел. В итоге на крупном заказе рулоны пришли к клиенту ?распухшими?, часть сетки была помята. Убыток перекрыл всю ?экономию?.
Сейчас много говорят про полностью автоматизированные линии. Но в реальности для среднего производства полная роботизация часто избыточна. Гораздо важнее надежная механика и продуманная логистика внутри цеха. Например, автоматическая сварка концов проволоки при смене бухты — это хорошо, сокращает простой. Но если этот блок часто ломается, проще и быстрее, чтобы оператор сделал это вручную за те же 30 секунд.
Где автоматизация критична, так это в системах контроля. Датчики обрыва проволоки, контроля натяжения, счетчик метража. Их отказ или отсутствие ведет к браку. Однажды на старой линии датчик обрыва ?залип?, и станок продолжал плести воздух минут десять, пока оператор отошел. Получили гору спутанной проволоки — чистый утиль.
Интересный пример грамотного подхода к автоматизации видела на сайте компании ООО Синтай Илинь Продукция Для Шахт (https://www.xtyi.ru). В описании их производственной линии указано, что она включает 15 единиц оборудования, таких как смеситель и фасовочная машина. Это говорит о комплексном подходе. Хотя их профиль — шахтная продукция, сам принцип организации: единая автоматизированная линия, где процессы выстроены в цепочку, очень показателен. Для сетки рабицы важно то же самое: не разрозненные станки, а связанная система, где участки подготовки, плетения и упаковки работают согласованно.
Можно поставить самый дорогой станок, но если проволока — некондиция, хорошей сетки не получится. Тут много нюансов. Первое — материал. Оцинкованная, с полимерным покрытием или просто черная? Для каждой — свои требования к подающим роликам и настройкам натяжения. Полимер, например, можно легко поцарапать, если ролики не гладкие или с задирами.
Второе — качество самой проволоки. Неравномерность толщины по длине — это кошмар. Станок настроен на один диаметр, а через метр проволока становится тоньше — ячейка плывет, сетка теряет жесткость. Или наоборот, утолщение — и нож для обрезки ячейки тупится или ломается. Приходится постоянно выборочно проверять калибр, особенно с новым поставщиком.
Третье — упаковка бухты. Если она перевязана жесткой проволокой, которая впивается в витки, или бухта смята, то разматывание превращается в мучение с постоянными петлями и зацепами. Это кажется мелочью, но на скорости такие ?мелочи? останавливают всю линию.
Любое, даже самое простое оборудование для изготовления сетки рабицы требует не просто ?смазать когда-нибудь?. Нужен четкий регламент. Особенно это касается гибочных узлов и режущего инструмента. Ножи для формовки ячейки и обрезки работают в условиях ударной нагрузки. Их затупление происходит постепенно, и сетка начинает не резаться, а ?рваться?, оставляя заусенцы. Менять их нужно не когда уже все плохо, а по графику, основанному на отработанных тоннах.
Еще один критичный момент — смазка движущихся частей. Но не всякая смазка подходит. Нужна такая, которая не будет разбрызгиваться и попадать на проволоку, особенно если она оцинкованная или с покрытием. Иначе — пятна, потенциальные очаги коррозии и брак. Приходилось подбирать специальные составы, которые держатся на узлах, но не пачкают продукт.
Электрика и управление. Контакты в шкафу управления, особенно в пыльном цеху, нужно регулярно чистить и подтягивать. Пропадание фазы или ложный сигнал от датчика из-за плохого контакта может привести к аварийной остановке и даже порче оснастки. Это та самая ?культура производства?, которая отличает работающий цех от проблемного.
Самая большая ошибка — купить дешевый станок, чтобы ?начать?. Часто такой станок съедает сэкономленные деньги на постоянном ремонте, низкой скорости и высоком проценте брака. Экономить нужно не на железе, а на оптимизации процессов. Например, правильная организация рабочих мест, чтобы оператору не нужно было бегать за бухтой через весь цех. Или установка простейшего рольганга для перемещения рулонов — это сэкономит время и силы.
Второй момент — оснастка и запчасти. Ножи, пальцы, направляющие ролики — это расходники. Но покупать самые дешевые — ложная экономия. Они выйдут из строя в разы быстрее, и ты будешь чаще останавливать линию на замену. Лучше найти оптимальное соотношение цены и стойкости, возможно, даже договориться об оптовых партиях с проверенным производителем.
И наконец, энергопотребление. Современные приводы с частотными преобразователями могут дать существенную экономию на электроэнергии, особенно при частых пусках и остановках. Это не первостепенная трата, но на перспективу — очень разумное вложение. В итоге, грамотно подобранное и обслуживаемое оборудование для изготовления сетки рабицы — это не статья расходов, а инструмент, который приносит стабильный и качественный продукт. И это тот самый базис, без которого все разговоры о прибыли и объемах просто бессмысленны.