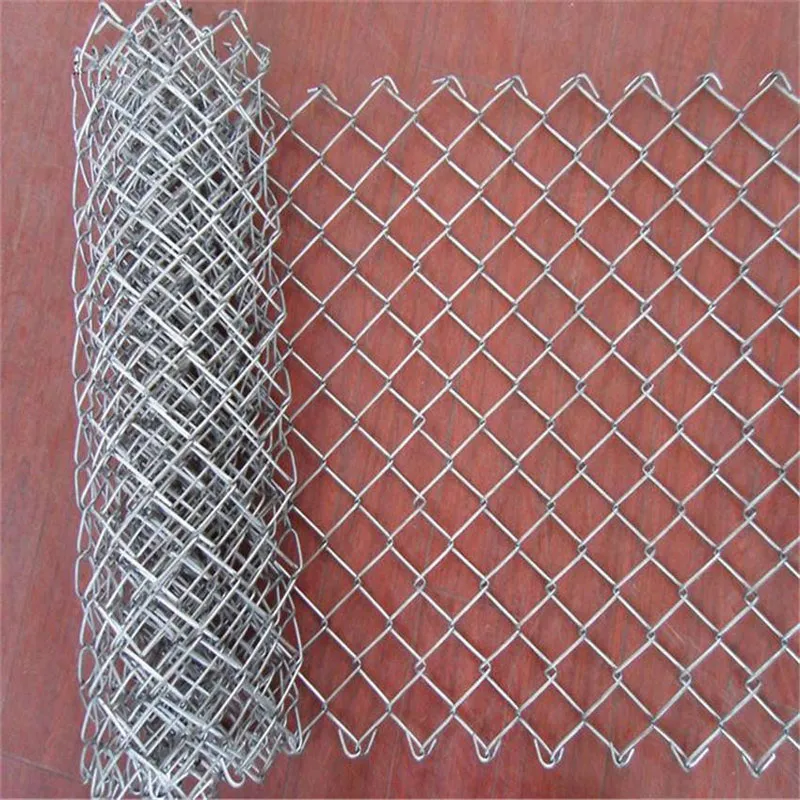
Вот скажу сразу — многие, когда говорят про основу сетки рабицы, представляют себе просто проволоку. Мол, какая разница, лишь бы металл был. Это первое и самое грубое заблуждение. Основа — это не просто сырьё, это вся подготовительная цепочка: от выбора марки стали и её диаметра до качества волочения и состояния поверхности перед плетением. Если здесь сэкономить или недосмотреть, вся сетка потом пойдёт винтом — коррозия, разная упругость ячеек, обрыв проволоки в станке. Сам через это проходил.
Начну с диаметра. Часто заказчик просит сетку 1.8 мм, а в карточке товара у поставщика красуется ?основа — 1.8 мм?. Но по факту после волочения и возможного оцинкования реальный диаметр может просесть до 1.6–1.7 мм. И это уже совсем другие характеристики по прочности. Поэтому опытный глаз всегда смотрит не на паспортные данные, а на фактический замер в нескольких точках рулона. Особенно это критично для ограждений с высокой ветровой нагрузкой.
Потом — марка стали. Для стандартной сетки часто идёт низкоуглеродистая проволока, но если нужна повышенная жёсткость, например, для армирования или клеток, уже смотришь в сторону калёной или с добавками. Но здесь есть подводный камень: слишком твёрдая основа хуже тянется в станке, чаще рвётся, требует перенастройки оборудования. Баланс найти — целое искусство.
И конечно, поверхность. Если проволока пошла в плетение с окалиной, ржавчиной или неравномерным слоем цинка — это брак в чистом виде. Такая сетка не пройдёт даже минимальные сроки гарантии. Я помню, как на одном из старых производств пытались экономить на травлении перед оцинкованием — в итоге партия в 50 рулонов пошла пятнами уже через полгода после отгрузки. Убытки были в разы больше сэкономленного.
Вот здесь как раз к месту вспомнить про компанию ООО Синтай Илинь Продукция Для Шахт. Смотрю их сайт https://www.xtyi.ru — у них заявлена автоматизированная линия. Это важный момент. Когда у тебя 15 единиц оборудования в связке, включая смесители и фасовочные машины, это говорит о системном подходе. Но для сетки рабицы ключевое — это именно подготовка основы. Автоматизация хороша для контроля постоянства диаметра и натяжения. Если линия современная, она должна минимизировать человеческий фактор на этапе волочения и правки проволоки.
Но даже с автоматикой проблемы остаются. Например, подача бухты основы в станок. Если размоточное устройство не отрегулировано, проволока идёт с переменным натяжением — и ячейки получаются разного размера. Рулон выглядит неровным. Часто видишь такую сетку на рынках — вроде бы целая, но глаз сразу цепляется за ?плывущий? рисунок. Это стопроцентно брак основы или её подачи.
Ещё один нюанс — смазка. Проволока должна поступать в станок с определённым количеством смазки, чтобы уменьшить износ втулок и ножей, да и само плетение шло ровнее. Если основа пересушена или, наоборот, перемаслена — начинаются проблемы с намоткой и даже с коррозией в будущем. Технолог должен постоянно мониторить этот параметр.
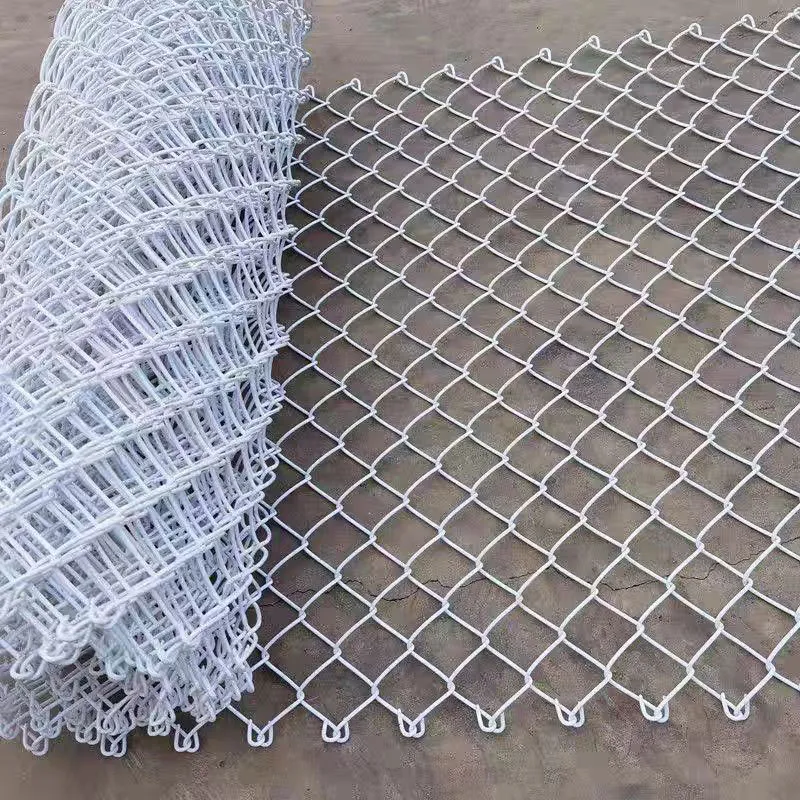
Много споров вокруг оцинкованной сетки. Кто-то говорит, что важнее цинкование после плетения (готового полотна), кто-то — что только до (проволоки-основы). Истина, как обычно, посередине и зависит от задачи. Но если говорить именно про основу сетки рабицы, то оцинкованная заранее проволока даёт более равномерную и предсказуемую защиту по всей длине. Особенно в местах переплетения, которые при пост-цинковании могут плохо пропитываться.
Но! Качество цинкования основы упирается в её чистоту. Любая грязь, окалина, остатки смазки приведут к тому, что цинк ляжет пятнами и будет отслаиваться. Поэтому на том же производстве, как у ООО Синтай Илинь, где есть смесители в линии, наверняка предусмотрены этапы очистки и обезжиривания. Без этого даже самая хорошая сталь не выдержит проверки временем.
На практике встречал случаи, когда для удешевления использовали основу с так называемым ?лёгким? цинкованием — тончайшим слоем. Сетка сходила с конвейера блестящей и красивой, но после первого сезона в агрессивной среде (например, near шахтных территорий, где в воздухе могут быть реагенты) начинала ржаветь. Поэтому теперь всегда уточняю не просто ?оцинкованная?, а массу цинкового покрытия на квадратный метр. Это единственный объективный показатель.
В работе постоянно сталкиваешься с неочевидными вещами. Допустим, закупаешь основу у нового поставщика. Проволока вроде по замерам ровная, цинкование в норме. Но когда запускаешь её в станок, начинаются обрывы. Причина может быть в внутренних напряжениях металла после волочения — проволока как бы ?запомнила? деформацию и при повторном изгибе в станке рабицы лопается. Это видно только в процессе, никакой входной контроль этого не покажет.
Или другой момент — хранение основы. Бухты проволоки нельзя просто кинуть на сырую землю или под открытое небо. Даже оцинкованная основа начнёт темнеть, может появиться ?белая ржавчина?. А если такая проволока уйдёт в плетение, проблема проявится позже у клиента. Поэтому на производстве всегда следи за условиями склада сырья — это продолжение технологической цепочки.
Ещё одна частая ошибка — смешивание основ из разных партий в одном рулоне сетки. Допустим, в середине бухты закончилась проволока одной плавки, и станок зарядили новой, с чуть другими свойствами. Внешне рулон цельный, но внутри будет участок с иной упругостью. При растяжении такого полотна на объекте может получиться ?пузо? или провисание. Поэтому грамотные производители маркируют основы и плетут сетку партиями.
Так к чему всё это? К тому, что основа сетки рабицы — это тихий, невидимый для конечного покупателя, но абсолютно ключевой компонент. Когда оцениваешь продукт, будь то на сайте https://www.xtyi.ru или на складе, нужно задавать правильные вопросы. Не ?из чего сделана сетка?, а ?какой диаметр основы по факту?, ?какая масса цинкового покрытия?, ?как контролируется постоянство свойств проволоки в бухте?.
Автоматизированные линии, как у упомянутой компании, — это хорошо, так как снижают риски. Но даже они не гарантия, если нет чёткого техпроцесса и понимания на каждом этапе. Лучшая сетка получается там, где инженер думает не только о скорости плетения, но и о том, какая проволока загружена в размоточный узел.
По своему опыту скажу: все серьёзные проблемы с рабицей (коррозия, разрыв, деформация) рождаются не в станке, а гораздо раньше — на этапе выбора и подготовки той самой основы. Поэтому экономить или закрывать глаза на этот этап — значит, заранее подписываться на рекламации. А в нашем деле репутация дороже одной удачной партии.