Вот скажу сразу: когда заказчик требует ?рабицу по ГОСТ?, он часто сам не до конца понимает, о чём говорит. Все кивают на стандарт, но мало кто реально открывает документ и смотрит, что там прописано по проволоке, по покрытию, по размеру ячейки. Много мифов. Считают, что если ГОСТ, то сетка вечная и для всего подходит. На практике же — ГОСТ 5336-80, который все имеют в виду, это лишь база. Ключевое — как его соблюдают на производстве, и из какого именно сырья делают. Тут уже начинаются нюансы, о которых в самом стандарте не напишут.
Берём тот самый ГОСТ 5336-80 ?Сетки стальные плетёные?. Он описывает типы — неоцинкованная и оцинкованная, размеры ячеек, диаметры проволоки. Но вот момент: стандарт допускает определённые отклонения. Например, по размеру ячейки. И если производитель работает на пределе этих допусков, сетка может получиться ?слабой?. Ячейка чуть больше — уже меньше жёсткость. Проволока на нижнем пределе диаметра — сетка будет выгибаться. Поэтому требовать ?по ГОСТ? мало. Нужно уточнять: ?по первому классу точности? или ?с минимальными отклонениями?. Это уже вопрос к технологу на заводе.
Ещё один подводный камень — само сырьё. ГОСТ регламентирует механические свойства проволоки, но не её происхождение. Проволока из качественной низкоуглеродистой стали и из переплавленного непонятного сырья — это две разные вещи по долговечности, даже если обе формально соответствуют стандарту. Видел случаи, когда оцинкованная сетка начинала ржаветь через сезон не из-за покрытия, а из-за микродефектов в самой проволоке, которые были ещё до цинкования. Так что сам стандарт — это каркас, а ?мясо? — это контроль на каждом этапе.
Именно поэтому, когда мы говорим о поставках для серьёзных объектов, например, через компанию ООО Синтай Илинь Продукция Для Шахт, то акцент всегда делается не на голую ссылку на ГОСТ, а на протоколы испытаний конкретных партий. Их сайт https://www.xtyi.ru позиционирует их как производителя с автоматизированной линией. Это важный момент: автоматизация — это хорошо для стабильности размеров. Но она не отменяет необходимости входного контроля той самой проволоки. Если на входе плохое сырьё, автомат аккуратно сплетёт из него некондицию.
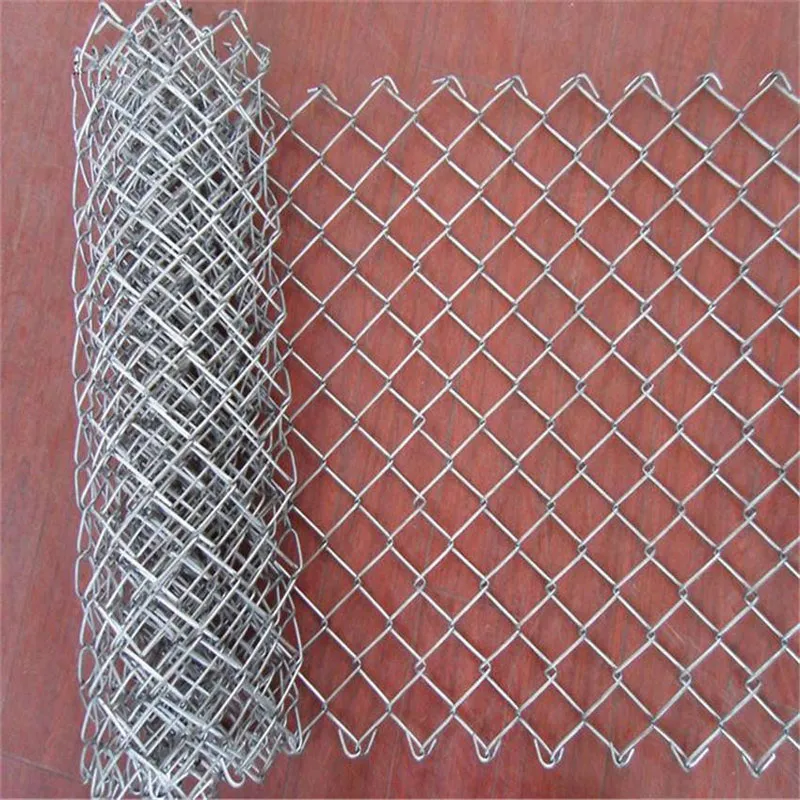
Тут, наверное, больше всего спекуляций. Оцинкованная сетка плетеная рабица — это стандартный выбор для заборов и ограждений. Но ?оцинковка? бывает разная. Горячее цинкование проволоки до плетения и гальваническое цинкование уже готовой сетки — это принципиально разная защита. Первый вариант, конечно, долговечнее. Цинковый слой толще и держится прочнее.
На что смотреть? Не на блеск. Свежеоцинкованная горячим способом сетка может иметь неидеально ровную, слегка матовую поверхность с наплывами в местах переплетения — и это как раз хорошо. А глянцевая, ровная сетка после гальваники может иметь тонкий слой, который быстро истирается или слезает при монтаже. Частая ошибка — покупатель выбирает ?красивую?. А через год начинаются проблемы. В технической документации должен быть указан способ цинкования и масса покрытия на квадратный метр (например, по ГОСТ 3282-74). Вот это — реальный показатель.
В контексте производства, как у ООО Синтай Илинь, наличие автоматизированной линии, включающей, как указано в описании, смесители и фасовочное оборудование, говорит скорее о готовом технологическом цикле. Но для сетки-рабицы ключевое оборудование — это станки для плетения и линия цинкования (если она своя). Вот здесь и кроется профессиональный вопрос: используют ли они проволоку, оцинкованную заранее, или же есть свой участок цинкования? От этого сильно зависит итоговая стойкость продукта к нашим сибирским морозам и влажности.
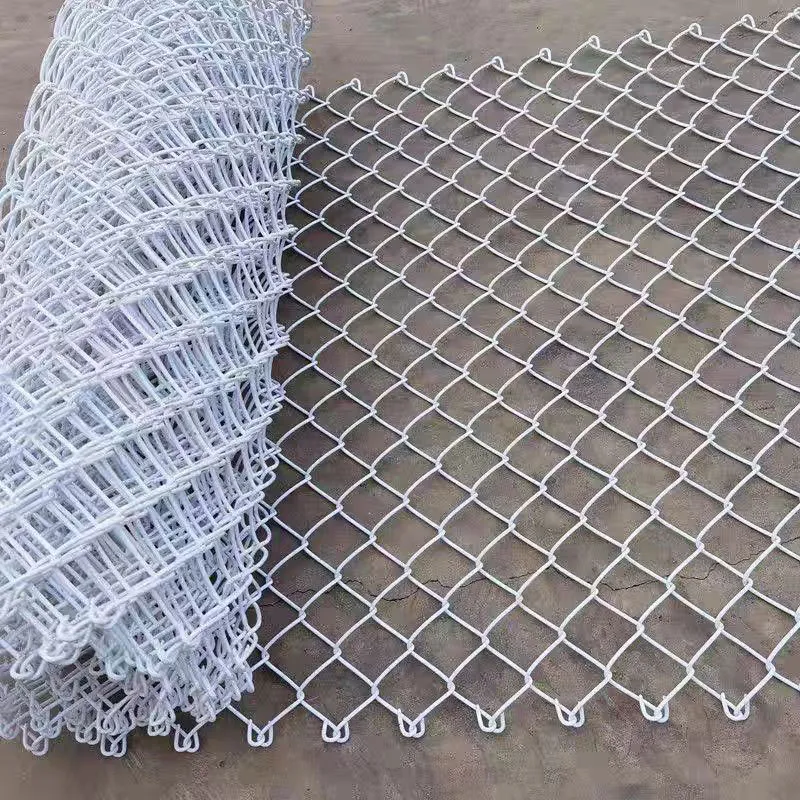
Все смотрят на размер ячейки (скажем, 55х55 мм) и диаметр проволоки (1,8 мм или 2,0 мм). Но редко кто думает о том, как это сочетание поведёт себя при натяжении. Мелкая ячейка из толстой проволоки (например, 25х25 мм из проволоки 2,0 мм) будет очень жёсткой, её сложно растянуть ровно без специальных приспособлений. А крупная ячейка из тонкой проволоки (скажем, 60х60 из 1,4 мм) — провиснет, даже будучи хорошо натянутой.
Из практики: для стандартного забора высотой 1,5-2 метра оптимально — ячейка 50х50 или 55х55 из проволоки 1,8 мм с горячим цинкованием. Этого достаточно для ветровой нагрузки и для того, чтобы сетка держала форму. Если же речь о клетках или ограждении технологических проёмов, где важна жёсткость, а не длина полотна, — тут уже нужна проволока 2,5 мм и толще, возможно, даже с ПВХ-покрытием.
И вот здесь автоматизация на производстве даёт своё преимущество. Стабильность. Когда станок настроен на определённый размер ячейки и диаметр, он выдаёт однородный продукт. Это критично для крупных партий, когда нужно, чтобы каждый рулон был идентичен. Неоднородность — бич ручного или полуавтоматического производства: в одном рулоне ячейка ?дышит?, и при натяжении получается волна. На сайте xtyi.ru указано про 15 единиц оборудования. Если в этот комплекс входят современные плетельные автоматы, то это как раз про стабильность геометрии, что для монтажника — огромный плюс.
Можно купить отличную сетку по всем стандартам, но испортить её при установке. Самая частая ошибка — неправильный выбор столбов и их расстановка. Для рабицы с ячейкой 55х55 столбы нужно ставить чаще, чем кажется, метров через 2-2,5, не больше. Иначе даже хорошо натянутая сетка со временем начнёт ?парусить? и деформироваться в пролётах.
Вторая ошибка — экономия на угловых столбах и растяжках. Угловой столб без растяжки или без усиленного бетонирования обязательно наклонится, потянув за собой всё полотно. И тут уже не важно, какой там ГОСТ у сетки. Она будет кривой.
Третье — само натяжение. Нельзя просто прикрутить сетку к столбам. Её нужно натягивать с помощью рычагов или натяжных устройств, начиная от угла. И использовать специальную проволоку или крепёж для фиксации, а не просто привязывать ?как придётся?. Видел, как люди портят оцинковку на краях, пережимая её обычной вязальной проволокой без защиты. Через пару лет в этих местах — очаги ржавчины.
Итак, если резюмировать. Сам по себе запрос ?сетка плетеная рабица гост? — это только начало диалога. Нужно углубляться в детали: 1) Происхождение и качество проволоки (запросить сертификат на сырьё). 2) Способ и толщина цинкового покрытия (горячее предпочтительнее). 3) Стабильность геометрии ячейки (здесь помогает автоматизация производства, как у упомянутой компании). 4) Наличие полного пакета документов, включая протоколы испытаний на разрыв и цинкование, а не только декларацию о соответствии.
Производство, подобное ООО Синтай Илинь Продукция Для Шахт, с его автоматизированной линией — это потенциальный признак хорошей повторяемости параметров. Но всегда нужно смотреть на конечный продукт. Лично я всегда прошу образец из партии, чтобы своими руками проверить гибкость проволоки, посмотреть на качество переплетения в узлах, на однородность покрытия. Бумага есть бумага, а металл и цинк — они не обманут.
В конечном счёте, правильная сетка — это не та, у которой самый красивый ярлык с ГОСТ, а та, которая через пять лет стоит ровно, не провисает и не покрылась рыжими пятнами. И достичь этого можно только сочетанием добросовестного производства, грамотного выбора параметров под задачу и, что не менее важно, квалифицированного монтажа. Всё остальное — просто слова.