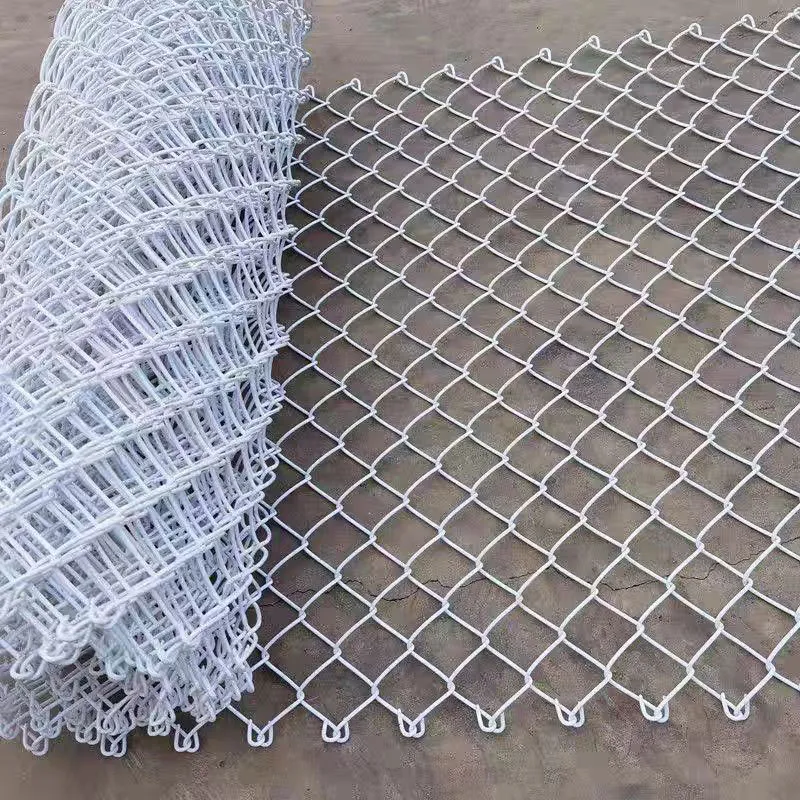
Вот когда слышишь ?сетка рабица оцинкованная 2 мм?, первое, что приходит в голову — это прочность, надёжность, ?на века?. Но на практике, если копнуть, не всё так однозначно. Многие заказчики, да и некоторые поставщики, грешат тем, что фокусируются только на этой цифре — 2 мм, мол, диаметр проволоки, и всё. А на самом деле, тут есть нюансы, которые могут свести на нет все ожидания от материала. Я сам не раз сталкивался, когда клиент приходит с жалобой, что сетка, хоть и заявлена как 2 мм, начала ржаветь через сезон или проволока почему-то оказалась мягкой, ?играет?. И начинаешь разбираться — а там и оцинковка не та, и сама структура ячейки под вопросом. Так что давайте по порядку, как это обычно бывает в работе.
Итак, диаметр проволоки. Казалось бы, что тут сложного? Берёшь штангенциркуль, замеряешь — вот тебе и 2 мм, или 1.8, или 2.2. Но опыт подсказывает, что ключевое — не сам диаметр, а его постоянство по всей длине бухты. Видел я партии, где проволока в начале рулона честные 2 мм, а к концу ?съедала? до 1.7-1.8. Это уже брак, хотя на бумаге всё гладко. Такая сетка будет иметь неравномерную прочность, её может повести при натяжении.
А ещё есть момент с самой проволокой — низкоуглеродистая стальная проволока, из которой это всё делается. Важен не только диаметр, но и качество исходной стали. Если металл ?сырой?, с примесями, то даже при идеальном диаметре проволока будет хрупкой или, наоборот, слишком пластичной. При монтаже, когда её натягиваешь, она может не выдержать и лопнуть в самом неожиданном месте, или, что чаще, не держать форму — прогибаться под собственным весом, особенно в больших пролётах.
И вот здесь как раз к месту вспомнить про оборудование. Качественное производство, где есть контроль на всех этапах, — это половина успеха. Например, знаю компанию ООО Синтай Илинь Продукция Для Шахт (https://www.xtyi.ru). У них, если смотреть на сайт, заявлена автоматизированная линия. Это не просто слова. Когда процесс автоматизирован, как у них — там и смесители, и фасовочные машины, и прочее, — это минимизирует человеческий фактор. Проволока получается более однородной по структуре, диаметр держится стабильным. Конечно, это не прямое производство сетки, но принцип контроля качества сырья и процессов — он общий. Для сетки рабицы это критически важно: любое отклонение в сырье аукнется в готовом продукте.
Теперь про оцинковку. Это, пожалуй, даже важнее диаметра. Потому что сетка-то стальная, и если её не защитить как следует, эти самые 2 мм превратятся в рыжую труху за пару лет, особенно в агрессивной среде — где-нибудь у моря или в промышленной зоне. Частая ошибка — гнаться за толщиной цинкового слоя, забывая про метод нанесения.
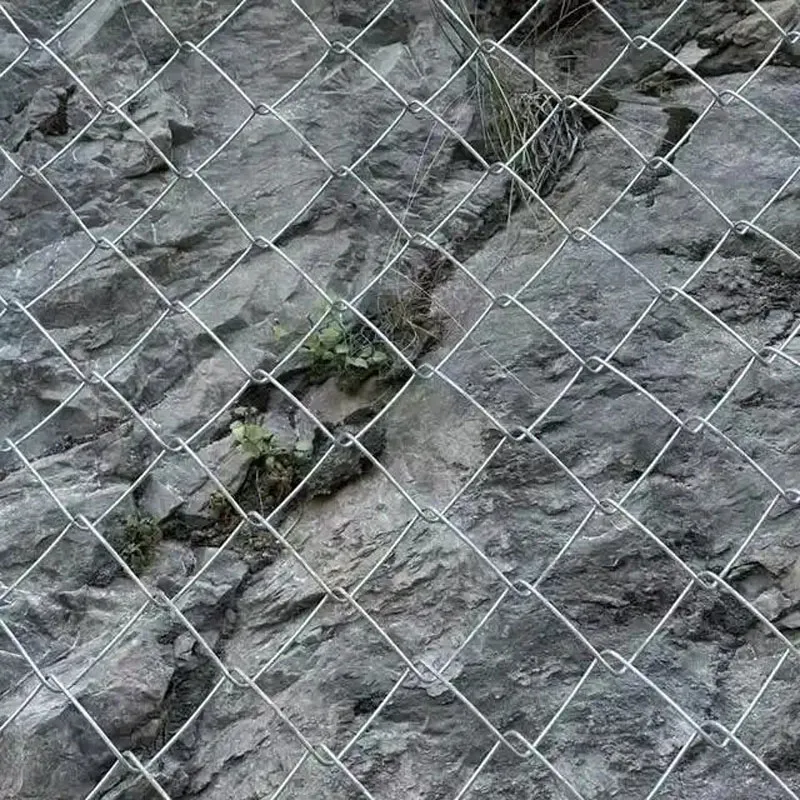
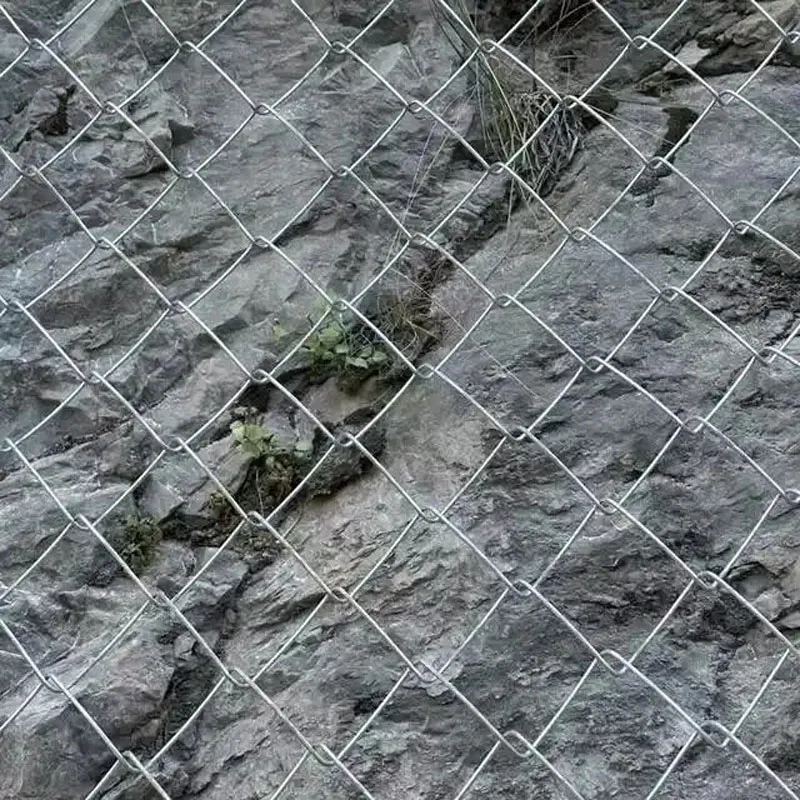
Есть горячее цинкование, а есть электролитическое (холодное). Так вот, для сетки рабица оцинкованная 2 мм, которая идёт на заборы, ограждения, укрепление склонов, нужно именно горячее. При нём цинк образует с сталью сплав, слой получается прочнее, долговечнее. Холодное же — это, по сути, тонкое напыление, которое легко повредить при транспортировке или монтаже. Видел, как сетка, ?оцинкованная? холодным методом, уже при разгрузке теряла блеск и появлялись первые точечки будущей ржавчины.
Но и с горячим цинкованием не всё просто. Важен не просто факт, а равномерность покрытия. Особенно в местах переплетения проволок — там, где проволоки соприкасаются, часто образуются ?голые? пятна, куда цинк не проник. Хороший производитель после цинкования пропускает сетку через контроль, иногда даже встряхивает, чтобы убрать излишки и проверить сцепление. Если этого не делать, в этих точках и начнётся коррозия. Проверял на практике: брал образцы от разных поставщиков, делал так называемый ?солевой тест? — и разница была налицо. Где-то через неделю появлялись рыжики, а где-то и через месяц всё было чисто.
Переплетение. Казалось бы, стандартная рабица — ромбические ячейки. Но и здесь есть свои тонкости. Размер ячейки (скажем, 50х50 мм или 60х60) должен быть одинаковым по всему полотну. Если оборудование старое, или настройки сбиты, ячейки ?плывут? — где-то уже, где-то шире. Это не только эстетический дефект. Такая сетка хуже натягивается, может образовывать волны, да и прочность её неравномерна.
Ещё момент — концы проволоки на кромках. Они должны быть либо аккуратно загнуты, либо обрезаны и обработаны. Острые, торчащие концы — это травмоопасно при монтаже, да и оцинковку в этом месте легко содрать. Приходилось самому дорабатывать такие рулоны пассатижами, что, согласитесь, не дело при покупке готового продукта.
И вот опять же, возвращаясь к теме производства. Автоматизированная линия, как та, что упоминалась у ООО Синтай Илинь Продукция Для Шахт, хороша тем, что заданная геометрия ячейки выдерживается точнее. Машина не устаёт, не ?забывает? подкрутить настройки. Конечно, они производят не сетку, но сам принцип автоматизации важен. Для сетки это означает стабильность. Когда каждый виток проволоки ложится точно в заданное положение, готовое полотно получается ровным, предсказуемым. Это сильно упрощает монтаж — не нужно постоянно подгонять, перетягивать.
Где чаще всего используют именно сетку рабица оцинкованную 2 мм? Заборы — да, но не только. Укрепление откосов на стройках, каркасы для штукатурки (хотя тут чаще используют сварную), ограждения для животных, клетки. Для каждого случая — свои нюансы. Например, для забора важно не только натянуть сетку, но и правильно выбрать столбы. Если ставить столбы редко, даже самая прочная сетка со временем провиснет. Экономия на столбах губит всю идею.
Ошибка, которую видел не раз: сетку натягивают внатяжку, как струну. Это неправильно. Нужен небольшой запас, небольшой провис. Почему? Потому что металл работает на расширение-сужение от температуры. Летом он расширяется, и если натянуто втугую, может порвать крепления или вырвать саморезы. Зимой, наоборот, сжимается и может излишне провиснуть, если не было запаса. Лучше использовать натяжные тросы или специальные натяжители, а не просто прикручивать к столбам саморезами через каждые 50 см.
Ещё один практический момент — резка. Резать оцинкованную сетку лучше болгаркой с отрезным диском по металлу, а не кусачками. Кусачки мнут проволоку, нарушают оцинковку на срезе, и это место моментально становится уязвимым для ржавчины. После резки срез, в идеале, стоит обработать хотя бы цинкосодержащей краской из баллончика. Мелочь, а продлевает жизнь на годы.
Итак, на что смотреть при выборе? Первое — не верить на слово про ?2 мм?. Просить образец, замерять самим в разных точках рулона. Второе — интересоваться методом оцинковки. Спрашивать прямо: ?Горячая или холодная??. Если продавец мямлит — это плохой знак. Третье — смотреть на геометрию ячейки и обработку кромок. Разверните край рулона, посмотрите на переплетение. Оно должно быть ровным, без явных перекосов.
Здесь как раз важно, чтобы у производителя или серьёзного поставщика были налаженные процессы. Вот когда видишь, что компания, даже в смежной области, как ООО Синтай Илинь Продукция Для Шахт (https://www.xtyi.ru), делает ставку на автоматизацию (та же автоматизированная линия с 15 единицами оборудования), это говорит о системном подходе к качеству. Такой подход, перенесённый на производство сетки, даёт предсказуемый результат. Конечно, они не сетку делают, но логика контроля — она универсальна.
В итоге, сетка рабица оцинкованная 2 мм — это не просто товар из каталога. Это продукт, где важна каждая деталь: от состава стали до последнего витка. Можно купить подешевле, но тогда не удивляться, когда через год-два придётся переделывать. А можно один раз вложиться в качественный материал от ответственного производителя, смонтировать его с умом, и забыть о проблемах на десятилетия. Выбор, как всегда, за тем, кто платит. Но теперь, надеюсь, вы понимаете, за что именно.