Когда слышишь 'сетка рабица толщина 2 мм', первое, что приходит в голову — это что-то очень прочное, почти монументальное. Но вот тут и кроется главный подвох, который многие, даже в строительном бизнесе, упускают. Толщина проволоки — это не единственный показатель надежности. Я сам долгое время считал иначе, пока не столкнулся с партией материала, где при заявленных 2 мм прочность на разрыв была ниже, чем у хорошего 1.8-миллиметрового аналога от проверенного производителя. Всё упирается в качество сырья и технологию производства. Именно поэтому сейчас, выбирая сетку, я всегда сначала интересуюсь не только цифрой, но и маркой стали, и тем, как именно её тянули и ткали.
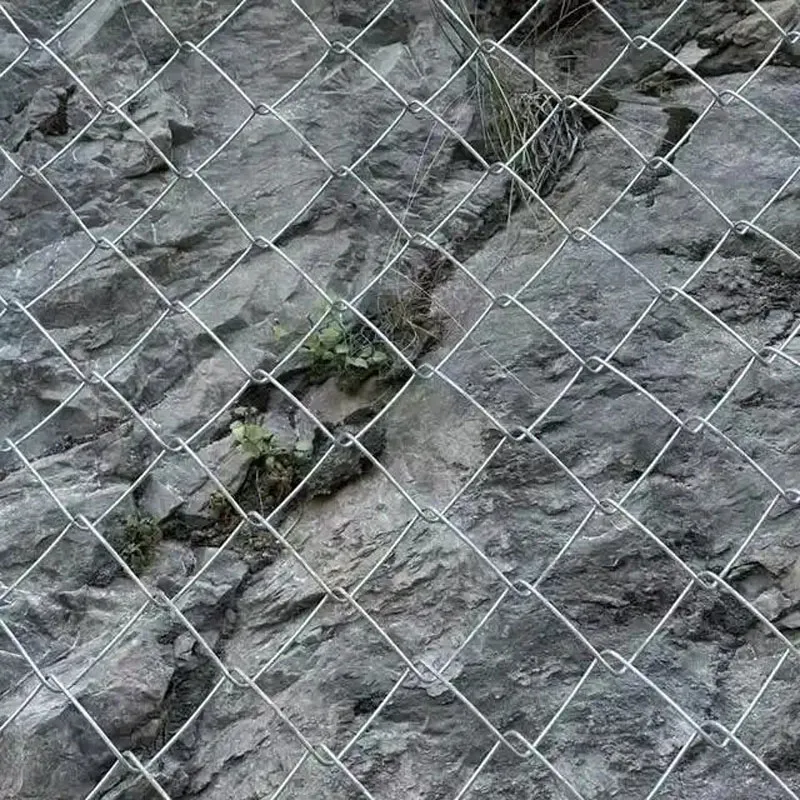
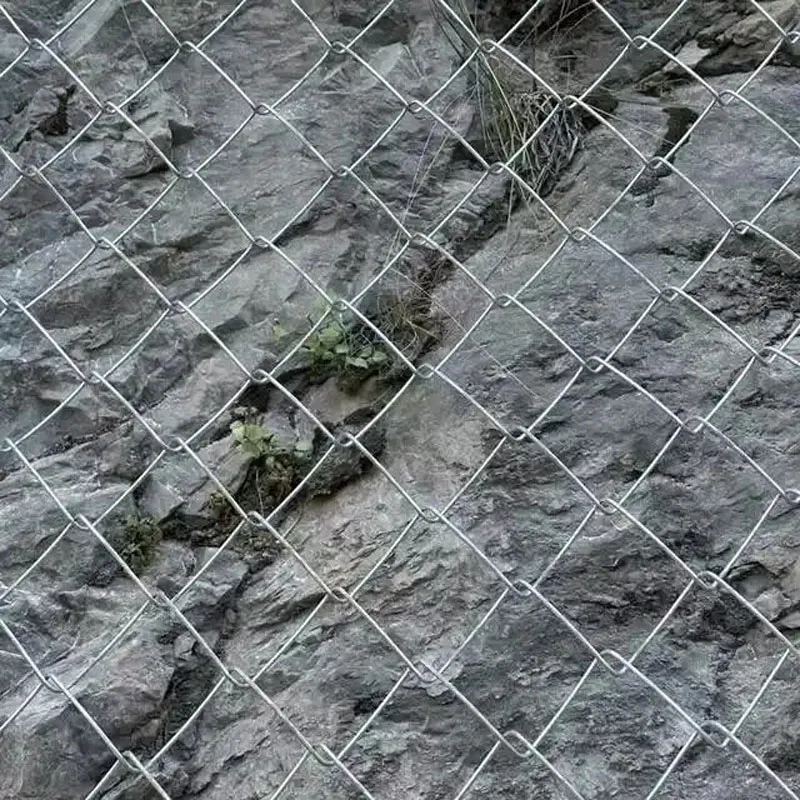
В нашем деле, связанном с ограждениями для промышленных объектов и укреплением горных выработок, эта толщина — своего рода рабочий стандарт для ответственных участков. Не та тонкая 'курятниковая' вольница, и не массивная 3-4 мм для особых условий. Два миллиметра — это баланс. Баланс между стоимостью материала, его весом (что критично для логистики и монтажа) и, собственно, несущей способностью. Для забора вокруг склада или периметра шахтного участка часто этого достаточно, чтобы выдержать и ветровую нагрузку, и попытку механического воздействия.
Но здесь важно сделать оговорку. Если речь идет именно о сетке рабица для шахтных работ, как, например, для крепления горных выработок, то одной толщины мало. Тут уже вступают в силу ГОСТы и ТУ, которые регламентируют всё: от химического состава стали до размера ячейки и вида покрытия. Оцинковка должна быть не просто 'погружением', а термодиффузионной, чтобы цинк проник в структуру металла. Иначе в агрессивной среде шахты сетка сгниет за пару лет, несмотря на свои 2 мм.
Вспоминается случай на одном из объектов в Кузбассе. Завезли партию якобы оцинкованной сетки толщиной 2 мм. По паспорту всё идеально. Но через полгода на некоторых рулонах появились рыжие пятна. Оказалось, производитель сэкономил на подготовке проволоки перед оцинковкой, и покрытие легло неравномерно. В итоге пришлось срочно менять целые секции. Урок был прост: цифра в спецификации — это лишь верхушка айсберга. Надежность определяет весь технологический цикл, а не один параметр.
Говоря о технологическом цикле, нельзя не затронуть тему производства. Многое становится понятно, когда видишь, как работает линия. Вот, к примеру, у компании ООО Синтай Илинь Продукция Для Шахт (https://www.xtyi.ru) заявлена автоматизированная линия. Это не просто слова. Когда у тебя в цеху стоит не разрозненное оборудование, а слаженный комплекс из 15 единиц — того же смесителя для подготовки составов или фасовочной машины, — это сразу сказывается на стабильности. Проволока получается более однородной по структуре, без внутренних напряжений, которые потом могут вылезти трещиной.
Автоматизация на таком производстве, как у них, — это прежде всего контроль. Человеческий фактор сводится к минимуму. Настройки станка для плетения сетки рабица выставляются один раз, и дальше машина штампует километры полотна с одинаковым натяжением и геометрией ячейки. Для толщины 2 мм это критически важно. Если где-то станок 'дернулся' и перетянул проволоку, в этом месте образуется микротрещина — точка будущего разрыва. На глаз при приемке такое не увидишь, но под нагрузкой оно обязательно проявится.
Именно поэтому, когда мне нужно гарантированное качество для проекта, я всегда смотрю не только на сертификаты, но и стараюсь понять, как производитель работает. Наличие современной линии, как у Синтай Илинь, — это серьезный аргумент. Это значит, что они могут обеспечить не просто толщину 2 мм, а именно стабильные механические свойства по всей длине рулона. В шахтном деле, где от надежности крепления зависят жизни, такая стабильность — не роскошь, а необходимость.
И вот мы подошли к тому, что часто упускают из виду при выборе. Допустим, проволока вытянута идеально, сплетена в сетку без дефектов. Но если её неправильно защитить, все эти усилия насмарку. Для сетки рабица толщиной 2 мм, особенно предназначенной для наружного использования или агрессивных сред, покрытие — это всё.
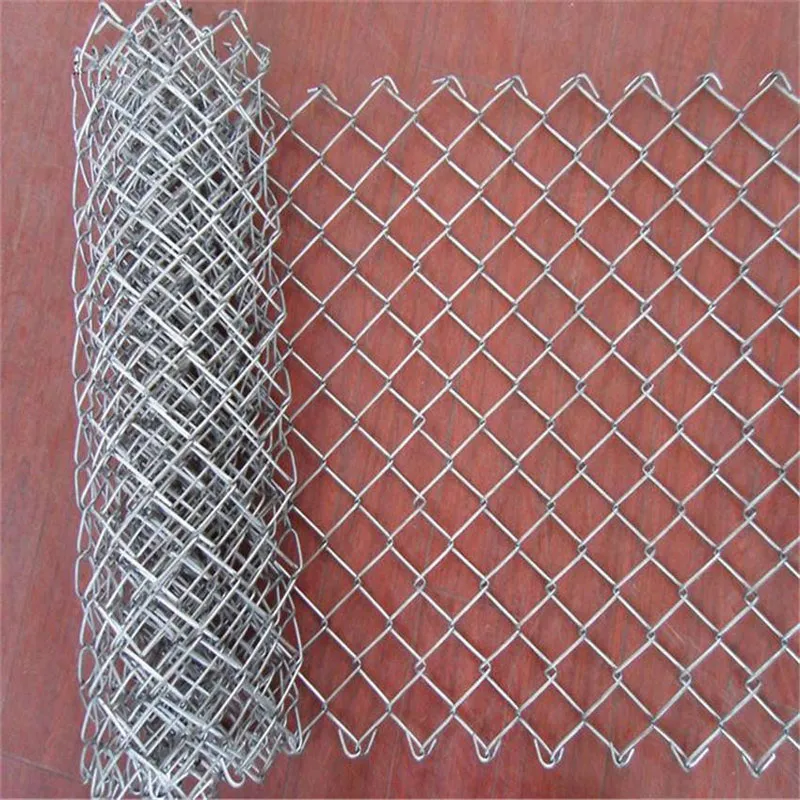
Самое распространенное — оцинковка. Но и тут есть нюансы. Гальваническое (электролитическое) цинкование дает тонкий, красивый слой. Хорошо для декоративных заборов в сухом климате. Для наших же целей — ограждение промзон, карьеров, использование в качестве армирующего слоя — нужно горячее цинкование. Когда проволоку погружают в ванну с расплавленным цинком. При толщине основы в 2 мм слой цинка должен быть не менее 70-90 микрон. Только тогда можно говорить о защите на 20-25 лет.
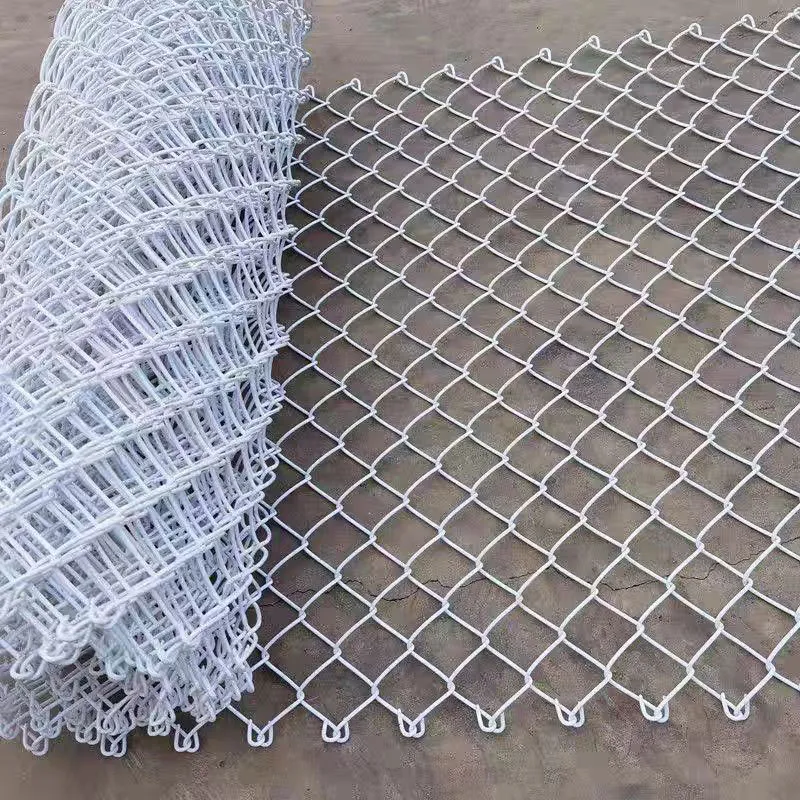
Бывает и полимерное покрытие поверх цинка. Зеленое, серое, черное. Это уже больше для эстетики и дополнительной защиты от механических царапин. Но важно помнить: если под полимером нет качественной оцинковки, то любая сколотая царапина станет очагом коррозии. Полимер лишь замедлит процесс, но не остановит. Поэтому для ответственных объектов я всегда выбираю двойную защиту: сначала надежная оцинковка, потом — опционально — полимер. И да, это удорожает продукт, но считаю это не расходом, а инвестицией в долговечность.
Казалось бы, что сложного — натянуть сетку между столбами? Ан нет, здесь тоже полно подводных камней, особенно когда работаешь с материалом в 2 мм. Он уже достаточно жесткий, с ним не так просто управиться вручную. Первая ошибка — попытка сэкономить на столбах. Если для тонкой сетки еще можно ставить столбы реже, то для 2-миллиметровой, особенно при большой высоте полотна, нужны усиленные опоры и чаще. Иначе вся конструкция 'играет' на ветру, проволока в местах крепления перетирается, и через пару сезонов ты получаешь дыры по линии столбов.
Вторая частая проблема — неправильное натяжение. Сетку рабица нельзя натягивать как струну. Она должна иметь небольшой, едва заметный провис. Почему? Потому что металл работает на расширение-сжатие от перепадов температур. Если натянуть в жару 'в струнку', то зимой, при минус 40, она может просто лопнуть. Видел такое. Казалось, смонтировали идеально, а весной — разрыв по всей секции. Теперь всегда оставляю запас.
И третье — крепеж. Использовать обычную мягкую проволоку для привязки сетки к каркасу — плохая идея. Она быстро перетрется. Нужны либо специальные стальные скобы, которые забиваются скобозабивным пистолетом, либо, что надежнее, приварные крепления. Но сварка — это уже отдельная история, нужно аккуратно, чтобы не повредить оцинковку в месте контакта. Лучше использовать контактную сварку точечно, а потом это место закрасить составом с содержанием цинка.
В завершение хочу сказать о самом главном — о выборе, с кем работать. Рынок завален предложениями по сетке рабица 2 мм. Цены могут отличаться в разы. И здесь правило 'дороже — значит лучше' не всегда работает, как и обратное. Я выработал для себя простой алгоритм.
Во-первых, всегда запрашиваю не просто ТУ, а протоколы испытаний именно на разрыв и на содержание цинка в покрытии. Любой уважающий себя производитель, такой как ООО Синтай Илинь Продукция Для Шахт, всегда готов их предоставить. Их сайт xtyi.ru — это, по сути, визитная карточка, где видно, что они ориентированы на профессиональный сегмент, на шахтное оборудование. Это многое говорит о подходе к качеству.
Во-вторых, прошу образец. Не кусок с выставки, а именно из товарной партии. Его можно и на разрыв испытать кустарным способом (зажать в тисках и рвать пассатижами), и напильником пройтись по оцинковке, посмотреть, как она держится. Если производитель отказывает или тянет с отправкой образца — это красный флаг.
И в-третьих, смотрю на упаковку. Качественный производитель не станет экономить на этом. Рулоны должны быть плотно свернуты, обвязаны стальной лентой в нескольких местах и упакованы в прочную полиэтиленовую пленку, чтобы защитить от влаги при транспортировке. Это мелочь, но она показывает, насколько производитель уважает свой продукт и клиента. В общем, толщина 2 мм — это не волшебная цифра, а отправная точка для серьезного разговора о качестве, технологии и надежности. И такой разговор всегда стоит затевать.