Когда говорят про технологию сетки рабицы, многие сразу представляют простую проволоку, скрученную в ячейки. Но это как раз тот случай, где дьявол кроется в деталях. Часто думают, что главное — это сам станок, который ?плетёт?. На деле же, ключевое — это подготовка проволоки и настройка процесса, которые определят, будет ли сетка через год ржаветь и выгибаться или спокойно простоит десятилетие. Сразу скажу, что сам работал с разными линиями, и разница между ?произведено? и ?произведено качественно? — огромна.
Вот смотрите. Берём, к примеру, компанию ООО Синтай Илинь Продукция Для Шахт. На их сайте xtyi.ru указано, что есть автоматизированная линия на 15 единиц оборудования. Это важный момент. Многие мелкие производители делают ставку на один-два станка для сетки рабицы, а всё остальное — вручную. Результат? Нестабильность. Плотность ячейки ?гуляет?, проволока может перекручиваться. Автоматизированная линия — это не для галочки, это прежде всего контроль. От смесителя, который готовит покрытие для оцинковки (если мы о ней говорим), до фасовочной машины — каждый этап влияет на конечное качество.
Именно здесь кроется первый профессиональный нюанс. Технология сетки рабицы начинается не с плетения, а с сырья. Какая проволока? Какая марка стали? Проволока с неправильным содержанием углерода будет или слишком мягкой (сетка провиснет), или ломкой при вибрации. Настройка подачи этой проволоки на станок — уже целое искусство. Слишком быстро — получится перекос, слишком медленно — неравномерная скрутка. На автоматизированной линии, как у ООО Синтай Илинь, эти параметры можно выставить и держать стабильно, что для ответственных объектов, тех же шахтных ограждений, критически важно.
Вспоминается случай на одном из старых производств. Станок был советский, надёжный, но подающий механизм изношен. В итоге, каждые 50 метров в бухте сетки рабицы попадался участок с ?пьяной? ячейкой — она была не квадратной, а ромбовидной. Клиент, естественно, вернул партию. Пришлось разбираться, искать причину именно в подающих роликах. Так что технология — это цепь, и слабое звено рвётся всегда неожиданно.
Вот это, пожалуй, самая большая зона для дилетантских ошибок. Все хотят оцинкованную сетку. Но оцинковка бывает разная. Гальваническая (холодная) — тонкая, блестит, но в агрессивной среде, скажем, рядом с угольным складом, может продержаться недолго. Горячее цинкование — другое дело. Здесь уже вступает в дело тот самый смеситель из состава линии, который упомянут в описании ООО Синтай Илинь Продукция Для Шахт. Он нужен для подготовки флюсов или других составов для подготовки проволоки перед погружением в цинк. Если этот этап пропустить или сделать спустя рукава, цинк ляжет пятнами, будет отслаиваться.
На практике часто сталкиваешься с тем, что заказчик просит ?подешевле?, а потом через два года сетка вся в рыжих подтёках. Приходится объяснять, что экономия на этапе покрытия — это прямые убытки в будущем. Для шахтного применения, которое указано в сфере деятельности компании, это вообще недопустимо — повышенная влажность, химически активная среда быстро съест слабое покрытие.
Был у меня опыт использования сетки с полимерным покрытием поверх цинка. Идея вроде хорошая: цвет, дополнительная защита. Но технология нанесения полимера на уже готовую, скрученную сетку рабицы — та ещё головная боль. В местах скрутки покрытие либо слишком тонкое, либо его вообще нет. Со временем влага попадает под полимер в этих точках, начинается подъём коррозии. Вывод? Иногда классическая, но качественно выполненная горячая оцинковка надёжнее самых современных композитных решений.
В ГОСТе есть допуски. И многие производители на них спокойно ?садятся?, выдавая сетку на грани допустимого. Скажем, ячейка 55х55 мм. По факту может быть и 53, и 58. Для забора вокруг дачи — не критично. А если это сито для просеивания сыпучих материалов на производстве или ограждение для клеток в животноводстве? Тут уже каждый миллиметр имеет значение. Автоматизированная линия хороша тем, что позволяет минимизировать эти отклонения за счёт точной настройки и обратной связи.
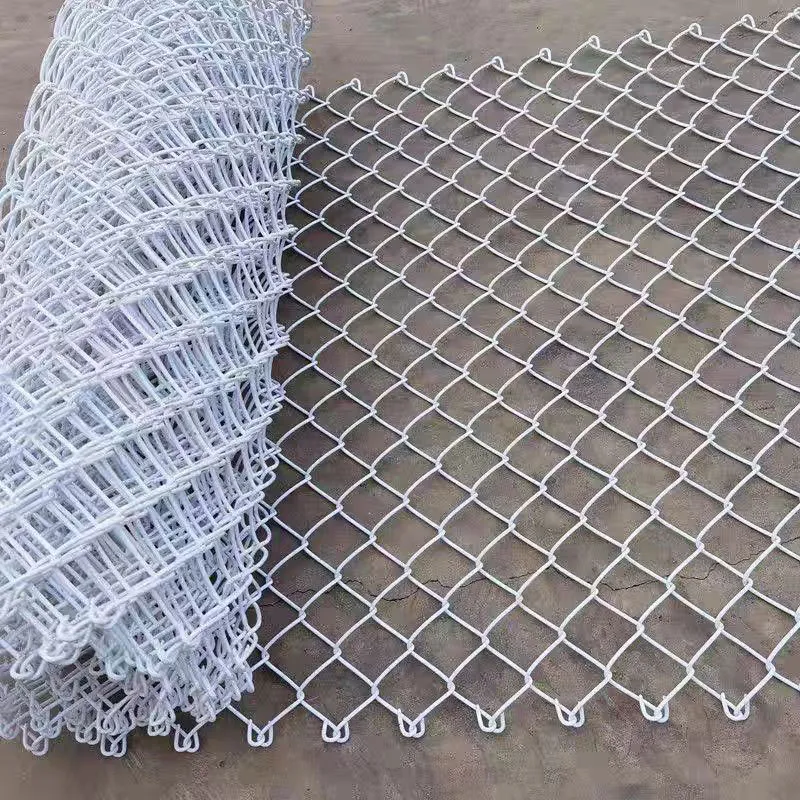
Здесь важно понимать роль фасовочной машины. Казалось бы, она просто сматывает готовую сетку рабицы в рулоны. Но как она сматывает? С натяжением или без? Если натяжение слишком сильное, это может деформировать крайние ячейки в рулоне, особенно у сетки с мелкой ячейкой. Потом при раскатке получаются ?уши?. В описании линии ООО Синтай Илинь фасовочная машина указана как часть комплекса, и это правильно. Значит, процесс продуман до конца.
Сам лично участвовал в приёмке партии, где проблема была именно в калибровке. Станок для сетки рабицы был перенастроен с одного диаметра проволоки на другой, но шаблонные шестерни заменили не до конца. В итоге ячейка ?плыла? по длине рулона. Обнаружили только при контрольных замерах выборочно из трёх бухт. Пришлось проверять всю партию. Так что технология — это ещё и культура постоянного выборочного контроля прямо на выходе с линии, а не раз в смену.
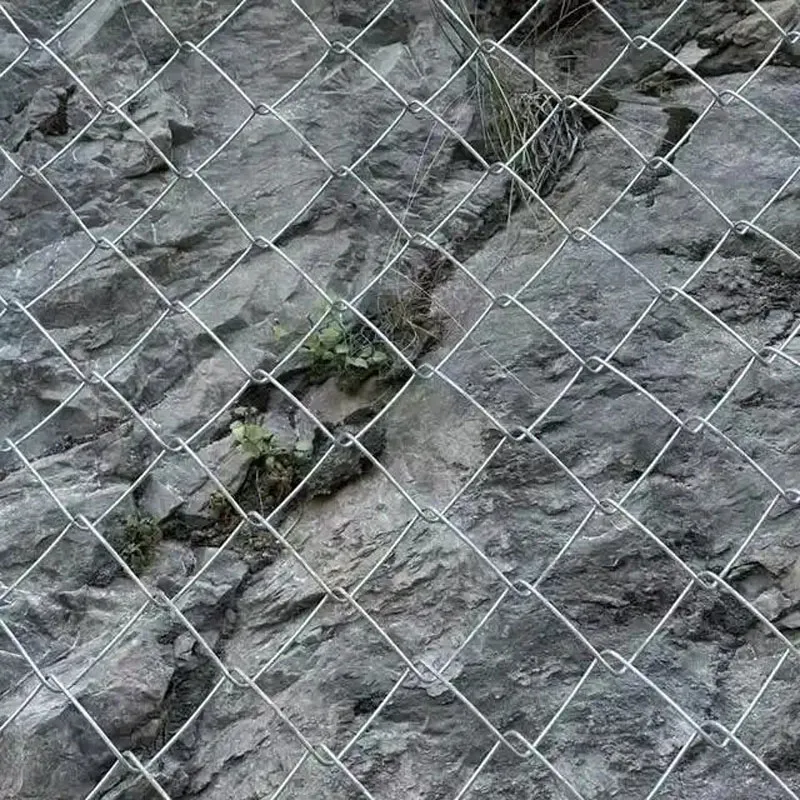
Упоминание в названии компании ООО Синтай Илинь Продукция Для Шахт — это не просто слова. К сетке для шахтных работ требования особые. Речь часто идёт не об ограждениях, а о креплении горных выработок, об армировании вентиляционных ходов. Тут важна не только коррозионная стойкость, но и прочность на разрыв, усталостная прочность при постоянной вибрации.
В таких условиях классическая технология сетки рабицы часто дополняется точечной сваркой в местах скрутки для придания жёсткости всей плоскости. Это уже не просто плетёное полотно, а сварная конструкция на его основе. Но основа — всё та же качественно сделанная сетка. Если скрутка ненадёжная, сварка не спасёт.
Работая с подобными заказами, сталкивался с необходимостью использовать проволоку с повышенным содержанием марганца для вязкости. Она тяжелее в обработке, быстрее изнашивает ролики и ножи станка для сетки рабицы. Но без этого нельзя. Это тот случай, когда технологию приходится подстраивать под конкретную, экстремальную задачу, а не наоборот. И наличие полноценной линии, а не одного станка, позволяет такие эксперименты и адаптации проводить с меньшими потерями.
Если откровенно, то сама по себе технология сетки рабицы как процесс плетения — давно устоялась. Прорывов тут не предвидится. А вот в области контроля качества и отслеживания дефектов — поле непаханое. Интересно было бы видеть на линии встроенные камеры с системой компьютерного зрения, которые бы в реальном времени анализировали равномерность ячейки и целостность покрытия. Это резко сократило бы брак.
Ещё один момент — это экология. Оцинковка, особенно горячая, — процесс не самый чистый. Думается, что будущее за более совершенными системами очистки выбросов и, возможно, за разработкой альтернативных, но столь же эффективных антикоррозионных покрытий, которые можно наносить при меньших температурах и без вредных испарений. Для производителя, который, как ООО Синтай Илинь, заявляет об автоматизированной линии, интеграция таких ?зелёных? решений могла бы стать серьёзным конкурентным преимуществом.
В конце концов, любая технология жива, пока её совершенствуют те, кто с ней работает изо дня в день. Не ради галочки в техпаспорте, а ради того, чтобы в следующий раз не пришлось разбираться с возвратом брака или, что хуже, с аварией на объекте из-за некачественного материала. Сетка рабица кажется простой, но именно в этой простоте и таится сложность её по-настоящему грамотного производства.